










Найкращий 3D-принтер для початківців — Anycubic Vyper
Якщо ви новачок у 3D-принтері та ніколи раніше не використовували 3D-принтер, ми рекомендуємо вам придбати Anycubic Vyper. Anycubic Vyper – це «простий та легкий у використанні» продукт для 3D-друку FDM з функцією автоматичного налаштування платформи, яка не має собі рівних в інших продуктах. Ось причина, як показано нижче:
1. Простота складання та простота використання
Як новачок у 3D-принтері, ми повинні враховувати простоту складання та простоту використання, коли вибираємо перший 3D-принтер. Vyper дуже простий у встановленні, його можна зібрати та використовувати за кілька кроків. Весь фюзеляж має модульну конструкцію, і збирання після отримання товару займає всього кілька хвилин, що дуже зручно для користувача, і навіть новачок без досвіду встановлення може легко виконати установку Vyper. Вайпер - ваш найкращий вибір.
2. Функція автоматичного вирівнювання
Можна сміливо сказати, що вирівнювання є перешкодою для новачків. Більше 80% або навіть 90% збоїв під час друку викликані вирівнюванням. Багато новачків відмовляються від нового світу 3D-друку, тому що повторне вирівнювання не є гладким. Платформа автоматичного масштабування Vyper дуже зручна для користувача. Просто натисніть кнопку "Автовирівнювання" на екрані, і машина автоматично виконає точне вирівнювання. Іншими словами, навіть якщо ви нічого не знаєте про 3D-принтери, вам не доведеться турбуватися про саму клопітку прокачування. Користувачі, які використовували цю функцію, повідомляють, що вони ніколи не стикалися з проблемою збою друку, спричиненою нерівномірним нагріванням столу після використання цього апарата.
3. Висока швидкість та висока точність
Vyper – це пристрій для 3D-друку з високою швидкістю та точністю. Максимальна швидкість друку звичайних принтерів, що рекомендується, становить 60 мм/с, а швидкість друку Vyper може досягати 100 м/с. Машини FDM безперечно значно покращують якість друку. Устаткування FDM, як відомо, повільно друкує, тоді як загальна швидкість Vyper майже подвоюється, а це означає, що для друку моделі до готового продукту потрібно вдвічі менше часу з тією самою якістю, що й на звичайному устаткуванні для 3D-друку. Для дрібносерійної індустрії чи DIY-студії швидкість означає гроші.

Anycubic Vyper - оснащений новою 32-бітною материнською платою і високопродуктивним головним керуючим чіпом з архітектурою Cortex-M3, Vyper відрізняється вищою швидкістю обчислень і більш плавною системою. Інтеграція безшумного драйвера TMC2209 дозволяє материнській платі мати як тихий друк, так і точне керування вихідною напругою, що забезпечує більш точну та безшумну друк.
 |
 |
 |
 |
| Автоматичне вирівнюванняВирівнювання та друк в один дотик | Швидке складанняІнтегрована структура | Великий сенсорний екранНовий інтерфейс користувача, простота в експлуатації. | Драйвери крокового двигунаТихий друк. |
Технічні характеристики ANYCUBIC Vyper
| Технологія друку: | FDM (моделювання наплавленого осадження) |
| Об'єм збирання: | 245 мм (Д) × 245 (Ш) × 260 мм (В). |
| Роздільна здатність друку: | ±0,1 мм. |
| Точність позиціонування: | X/Y 0,0125 мм; Z 0,002 мм |
| Номер екструдера: | одиночний; Діаметр сопла: 0,4 мм |
| Швидкість друку: | < 180 мм/с (рекомендується 80–100 мм/с) |
| Підтримуючі Філамент нитки: | PLA, TPU, ABS, PETG, Wood. |
| Робоча температура навколишнього середовища: | 8°C - 40°C |
| Робоча температура сопла: | макс. ≤260°C. |
| Робоча температура гарячого шару: | макс. ≤110°C. |
| Програмне забезпечення для нарізки: | Cura; Формати виводу: GCode |
| Формати введення: | .STL, .OBJ, .AMF. |
| Режим підключення: | Trans-flash Card; USB-кабель (тільки для досвідчених користувачів) |
| Вхідна напруга: | 100/240 В змінного струму, 60/50 Гц. |
| Вихідна напруга: | 24 В/14,6 А (350 Вт) |
| Розмір принтера: | 508 мм 457 мм 516 мм. |
| Вага упаковки: | Вага принтера: ~10 кг. |
Комплектація ANYCUBIC Vyper
.webp) |
.webp) |
.webp) |
.webp) |
.webp) |
.webp) |
| Екран монітора | нитка (фііламент) | Тримач нитки котушки філаменту | Сопло | Шнур живлення | Гвинт (М5) - * 14 3шт. |
.webp) |
.webp) |
.webp) |
.webp) |
.webp) |
.webp) |
| Гвинт (М5) - 45*4шт. | SD Карта | Сервісна картка | Набір інструментів | Картридер SD | Інструкція користувача |
деякі комплектуючі розташовані в ящику інструментів з правого боку основи принтера (конкретне місце див. на малюнку «Загальний вигляд принтера» на наступній сторінці). При перевірці переліку комплектуючих деталей вийміть усі комплектуючі деталі із скриньки інструментів.
Посібники Користувача ANYCUBIC Vyper
Дякуємо за вибір продукції Anycubic!
Якщо ви придбали принтер Anycubic або знайомі з технологією 3-друку, ми все ж рекомендуємо
вам уважно прочитати цей посібник. Застереження та метод експлуатації, наведені в цьому посібнику, можуть допомогти уникнути неправильної установки та експлуатації.
- Запобіжні заходи
- Параметри принтера
- Пакувальний лист
- Загальний вигляд принтера
- Опис
- функції сенсорного екрану
- Опис установки Вирівнювання платформи
- Опис про завантаження нитки
- Друк моделі
- Інструкція з експлуатації слайсера
- Продовження друку після збою електроживлення
- Поточне технічне обслуговування Інструкції з усунення несправностей
Запобіжні заходи
Завжди пам'ятайте про наступні запобіжні заходи при збиранні та експлуатації, недотримання цих запобіжних заходів може призвести до пошкодження обладнання або навіть до особистої травми.
.jpg) |
Якщо будь-які деталі не були поставлені разом з принтером, зверніться до персоналу після обслуговування з проханням додаткового відправлення! |
.jpg) |
Під час зняття моделі з друкуючої платформи будьте обережні, щоб гострий предмет не порізав пальці. |
.jpg) |
В екстрених випадках відключіть живлення 3D-принтера Anycubic безпосередньо. |
.jpg) |
У 3-принтері Anycubic працюють деталі, що швидко рухаються, тому будьте обережні, щоб не защемити руки. |
.jpg) |
Рекомендується носити захисні окуляри під час складання 3D-принтера Anycubic або шліфування моделі. |
.jpg) |
Розмістіть 3D-принтер Anycubic та його комплектуючі у недоступному для дітей місці. |
.jpg) |
Використовуйте 3D-принтер Anycubic у просторому та добре провітрюваному приміщенні. |
.jpg) |
Якщо 3D-принтер Anycubic не використовуватиметься протягом тривалого часу, вживайте захисних заходів від дощу та вологи для нього . |
.jpg) |
Рекомендована температура довкілля становить від 8°C до 40℃, а вологість становить від 20% до 50%. Робота принтера при температурі та вологості за цими межами може призвести до погіршення якості друку. |
 |
Не самостійно розбирайте та збирайте 3D-принтер Anycubic. Якщо у вас виникнуть питання, зверніться до персоналу післяпродажного обслуговування Anycubic. |
Загальний вигляд принтера Anycubic Vyper
.png)
.png)
Опис функції сенсорного екрану Anycubic Vyper

список файлів

Вирівнювання

Примітка: зазвичай, не потрібно «Зміщення по осі Z» після автоматичного вирівнювання.
Попереднє нагрівання

Зміна нитки фімламенту

Інструменти Переміщення осей

Температура

Швидкість

Освітлення: Увімкнути/вимкнути підсвічування друкувальної головки.
Вимкнути двигуни : вимкнути двигуни, після вимкнення двигунів можна вручну перемістити їх (ця кнопка діє тільки тоді, коли принтер не друкує).
Система
Мова: можливе перемикання між китайською та англійською мовами (за замовчуванням англійська). Звук: увімкнення/вимкнення звуку сенсорного екрана. Інформація: відображення основної інформації про принтер.
Опис установки Anycubic Vyper
- Будьте обережні під час встановлення, щоб не травмуватися через гострий край та кут кута панелі.
- Складання принтера повинно виконуватися на плоскій стільниці. Рекомендується розмістити всі деталі в порядку для забезпечення зручності збирання.
- Колір деяких принтерів може відрізнятися від показаного на документі через різниці у освітленні та фарбі, але це не впливає на складання та використання принтера.
- Прошивка була завантажена на материнську плату. Після завершення зборки вирівняйте платформу та завантажте нитку, після чого ви зможете розпочати друк.
З метою забезпечення якості принтера всі принтери були випробувані на старіння перед їх випуском із заводу, тому в деяких місцях на друкувальній головці або на платформі, що підігрівається, можуть залишатися дуже маленькі сліди використання / випробування, що не вплине на якість друку. Якщо виявлені незначні подряпини на алюмінієвих профілях або слабка нерівність платформи, це стосується нормального явища, якщо це не вплине на якість друку. Дуже дякую за ваше розуміння.
* Вийміть інструменти зі скриньки інструментів у передній правій частині основи принтера.
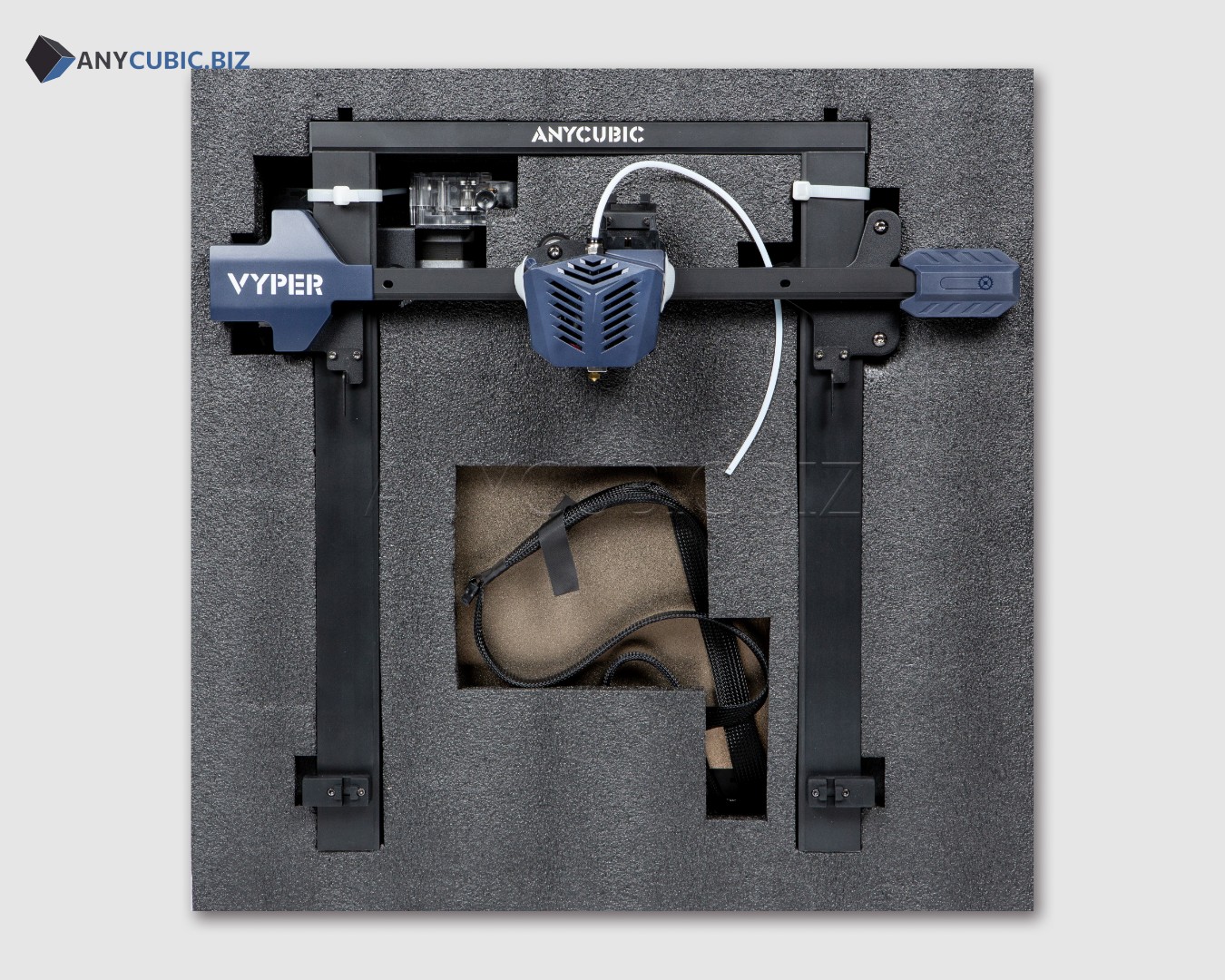
1.Установка рамки

2.Установка екрану

3.Установка тримача котушки нитки філамент

!!! Уважно подивіться наведений нижче малюнок, зверніть увагу, як проходять тефлонова трубка і кабель друкуючої головки.

4. Вставте тефлонову трубку на головку друку в екструдер.

5. З'єднання кабелів: підключіть усі кабелі до їх портів, всього 7 з'єднань, дотримуючись відповідного маркування на них.


6. Фіксуйте кабель друкуючої головки та тефлонову трубку стяжками.

Перевірка перед експлуатацією
1. Переконайтеся, що надлишковий вільний кінець 4 стяжок, вказаних на малюнку, був відрізаний перед експлуатацією.

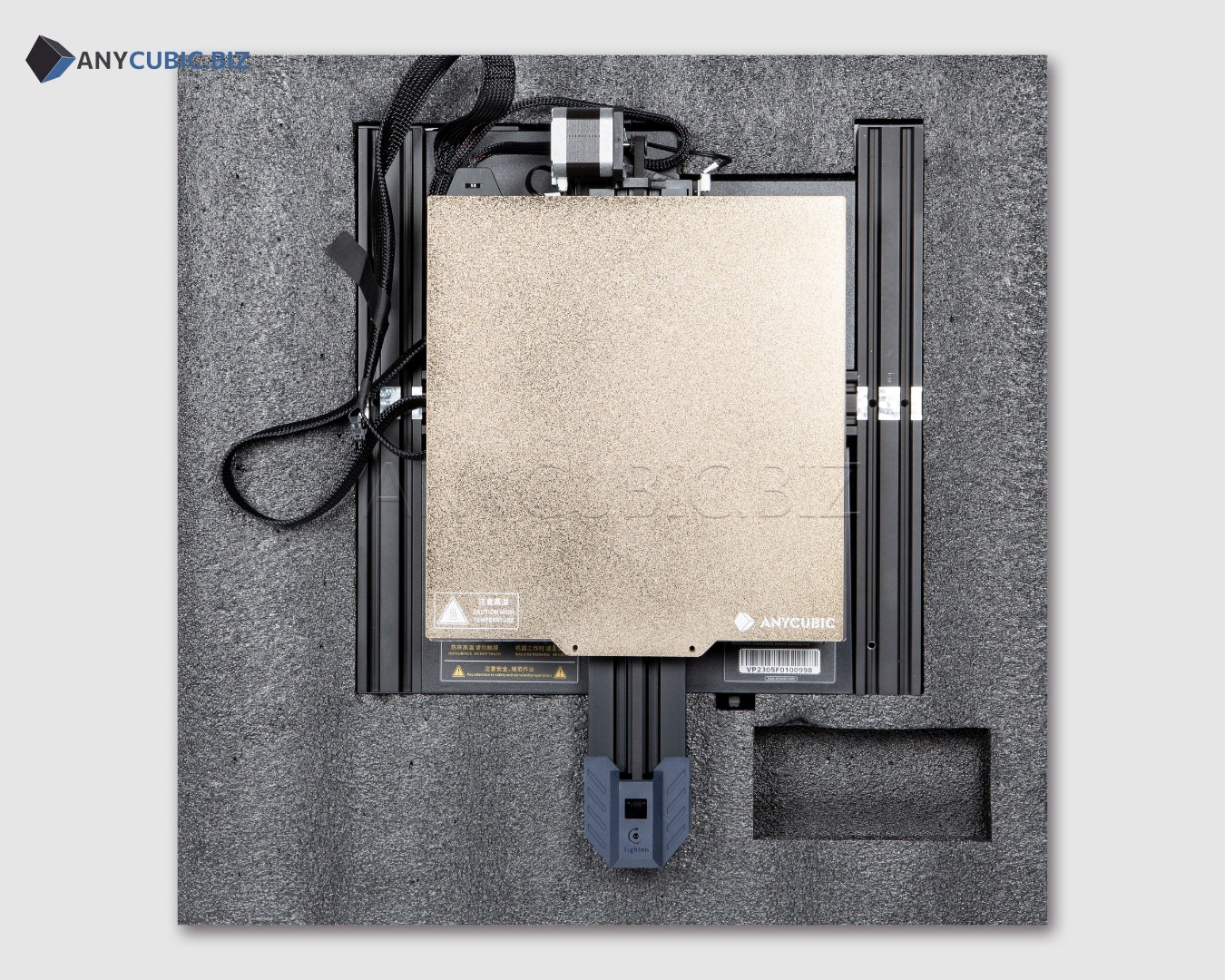
2. D-подібні коліщатка на основі принтера можуть бути ослаблені при транспортуванні, після розпакування помістивши основу на стабільний горизонтальний стіл, струсіть друкувальну платформу, якщо платформа хитається у вертикальному напрямку, затягніть шестигранну гайку правого D-подібного коліщатка під платформою.
- Посуньте платформу вперед, щоб затягнути шків A.
- Перемістіть платформу назад, щоб затягнути шків B.

Вирівнювання платформи Anycubic Vyper
Вирівнювання друкувальної платформи - ключовий етап 3D-друку, який значною мірою визначає, чи можна надійно прикріпити модель до друкуючої платформи. платформі.Якщо сопло знаходиться надто близько до друкованої платформи, це буде перешкоджати екструзії матеріалу і подряпати платформу. Якість першого шару безпосередньо впливає на якість друку моделі. Після вирівнювання не потрібно вирівнювати перед кожним друком. Vyper підтримує автоматичне вирівнювання, що полегшує користувачам вирівнювання платформи.
* Для забезпечення оптимального ефекту вирівнювання перед початком роботи переконайтеся, що залишок нитки під кінчиком сопла відсутній, і платформа зберігається в чистоті без сторонніх предметів.
1. Перевірте вхідну напругу, вказану на коробці живлення, переконайтеся, що подається правильна вхідна напруга в блок живлення (за замовчуванням заводське значення становить 220В, китайським користувачам не потрібно проводити це вирівнювання), потім вставте шнур живлення, щоб увімкнути вимикач живлення.

2. Після запуску принтера натисніть «System» → «Language» у головному меню, щоб вибрати потрібну мову.
3. Поверніться до головного меню, натисніть «Prepare» → «Leveling» → «Auto-leveling», і з'явиться спливаюче вікно з пропозицією використовувати інструмент торкання сопла для калібрування. Зверніть увагу, що вам потрібно зробити калібрування протягом 1 хвилини, інакше автоматично з'явиться вікно з повідомленням про помилку.


4. Після успішного калібрування принтер повернеться у вихідний стан і почнеться попереднє нагрівання друкувальної голівки та платформи, що підігрівається (якщо вони попередньо нагріті в ручному режимі до заданої температури перед вирівнюванням, попереднє нагрівання буде автоматично пропущено). При досягненні заданої температури друкувальна головка автоматично промацуватиме платформу для вирівнювання. * Не торкайтеся сопла рукою, щоб не обпектися.
Опис про завантаження нитки філамент Anycubic Vyper
1. Поверніться до головного меню, натисніть «Prepare» → «Change Filament» → «Load Filament». При натисканні кнопки Load Filament на екрані з'явиться інтерфейс нагадування про нагрівання, натисніть OK, щоб нагріти друкувальну головку.

2. Обріжте головку нитки і випряміть її, потім помістіть котушку на утримувач (як показано на малюнку). Потім пропустіть нитку через модуль розриву нитки і вставте її в екструдер до шестерні.


3. Коли нагріте сопло до заданої температури, знову натисніть «Load Filament», і нитка буде подана екструдером і продавлена через сопло. У цей час натисніть Stop на екрані, потім видаліть залишки нитки від сопла.

Якщо нитка філамент неплавно видавлюється або має надмірно малий діаметр при завантаженні нитки, відрегулюйте зусилля притиску екструдера, як показано на малюнку.


Друк моделі на Anycubic Vyper
Після завершення вирівнювання та завантаження нитки можна розпочати друк. Користувачі можуть роздрукувати файл GCode безпосередньо на картці пам'яті або файл GCode, оброблений у слайсері. * На картці пам'яті, що поставляється з принтером, збережено багато файлів, перенесіть усі файли за винятком файлів GCode з картки на комп'ютер, а потім вставте картку пам'яті в принтер для друку, щоб уникнути перешкод під час друку.
1. Вставте картку пам'яті в слот на основі принтера та виберіть файл "owl.gcode" для друку. (Owl, автор: etotheipi, www.thingiverse.com)

* Перед друком друкувальна головка почне нагріватися після того, як платформа, що підігрівається, досягне заданої температури. Коли платформа, що підігрівається, і друкуюча головка нагріті до цільової температури, принтер почне друк.
2. Можливо три види результатів для першого шару під час друку моделі:
- Сопло знаходиться надто близько до платформи, що призводить до недостатньої екструзії нитки філаменту.

- Сопло знаходиться на помірній відстані від платформи, що забезпечить найкращу якість друку.

- Сопло знаходиться надто далеко від платформи, що призводить до поганого прилипання нитки до платформи.

Якщо під час друку виникає якість (1) і (3), налаштуйте «Зміщення по осі Z», щоб покращити якість друку. (* Зазвичай, після виконання автоматичного вирівнювання нитка добре прилипає до платформи, тому, не потрібно «Зміщення по остюки Z».)
Метод регулювання зміщення осі Z: натисніть «Settings» в інтерфейсі відображення стану друку, потім натисніть «+» або «-» зміщення осі Z, щоб відрегулювати відстань між соплом і друкувальною платформою, і одночасно спостерігайте за ефектом друку.

a) Значення зміщення осі Z коливається від -0,5 до 0,5. (Примітка: якщо це значення менше -0,5, це може призвести до пошкодження деталей принтера.)
b)Після налаштування значення зміщення по осі Z натисніть «ОК», і це налаштоване значення діятиме для наступного друку; якщо ви натиснете лише кнопку «Return», не натискаючи «ОК», усунення діятиме лише для цього друку.
c) Терпіливо відрегулюйте зміщення по осі Z, доки ефект (2) не виходить. Якщо ефект друку незадовільний після кількох налаштувань, зупиніть друк і знову вирівняйте платформу.
3. Після друку сопло і платформа, що підігрівається, все ще залишаються гарячими. Обов'язково брати модель після того, як сопло і платформа, що підігрівається, охолонуть, щоб запобігти опікам.
- При температурі довкілля вище 33°C рекомендується, що «Товщина стінки» серед параметрів нарізки моделі встановлена на 1,6 мм.
- Завершити друк, якщо потрібно вийняти картку пам'яті, натисніть на неї.
Інструкція з експлуатації слайсера Anycubic Vyper
3D-принтер друкує тривимірні об'єкти шар за шаром, зчитуючи файли GCode. Процес перетворення користувачем 3D-файлу (наприклад, формат stl) у файл GCode, зчитуваний принтером, називають «нарізкою», тобто. Нарізка 3D-моделі на безліч шарів. Програмне забезпечення, яке може перетворювати файли 3D на файли GCode, називається слайсером.
Інструкція з експлуатації слайсера включає:
- Установка Cura
- Налаштування моделі принтера
- Імпорт файлу конфігурації параметрів
- Імпорт та налаштування моделей
- Нарізка та попередній перегляд
- Друк із картки пам'яті та друк із комп'ютера
1. Установка Cura Знайдіть і двічі клацніть файл програми Ultimaker_Cura-4.2.1-win64.exe на карті пам'яті (фактична версія див. на карті пам'яті), а потім виконайте наведені нижче кроки для встановлення: * Шлях до файлу: Memory card → «File_English_Vype → "Cura Slicing Software" → "Windows" або "Mac".


* Увага: для друку з комп'ютера потрібно встановити драйвер (як показано на малюнку). Якщо друк не використовується з комп'ютера, драйвер може не встановитися.

2. Налаштування моделі принтера Після завершення встановлення при першому запуску програми з'явиться наступний інтерфейс привітання. Натисніть кнопку «Get started», щоб розпочати налаштування моделі.


Ми вибрали принтер Anycubic i3 Mega згідно з майстром. Тепер встановимо параметри моделі Vyper на основі принтера даної моделі.
* Перемикання мови: натисніть "Preferences" → "Configure Cura ..." (верхній лівий кут інтерфейсу), натисніть "General" на лівій частині спливаючого інтерфейсу, встановіть значення "Language" на "English", потім перезапустіть програмне забезпечення, та налаштування діятимуть.
Продовження друку після збою електроживлення Anycubic Vyper
У разі збою електроживлення принтер автоматично збереже стан друку. Після перезапуску на екрані з'явиться інтерфейс із запитом продовження друку після збою електроживлення. Якщо потрібно продовжити друк, виберіть «Continue», інакше виберіть «Cancel».

після відновлення живлення, перед продовженням друку всі осі повертатимуться у вихідне положення. При розміщенні моделі в програмному забезпеченні для нарізки (наприклад, Cura) рекомендується помістити модель як можна в задній частині платформи (зелена пунктирна рамка), щоб не подряпати модель під час повернення всіх осей у вихідне положення.

Поточне технічне обслуговування Anycubic Vyper
Якщо не виконано належне технічне обслуговування після тривалої роботи принтера, це погіршуватиме якість друку та спричинить несправності, такі як засмічення сопла, із сопла не виходить нитка та ін. Зверніть увагу на технічне обслуговування принтера під час його експлуатації, щоб продовжити його термін служби.
Нижче наведено деякі рекомендації щодо поточного технічного обслуговування:
- Якщо в соплі є залишки нитки, негайно видаліть їх. Сопло може очиститися голкою за умови попереднього нагрівання. Якщо залишки нитки в соплі не можуть бути видалені голкою, замініть сопло.
- Регулярно додавайте мастило в рухомі частини, такі як гладкі стрижні, лінійні підшипники, різьбові стрижні, латунні гайки і т. д. Додавання мастила може зменшити тертя між частинами, що рухаються, звести до мінімуму знос між втулками і гладкими стрижнями.
- Після завершення друку виконайте очищення. Бруд на соплі, платформі, направляючій, двигуні, вентиляторі і т. д. повинен бути своєчасно видалений. Накопичення бруду протягом тривалого часу ускладнить очищення.
- Зверніть увагу на знос шківів типу D. Якщо вони серйозно зношені, замініть їх, щоб забезпечити якість моделі, що друкується.
- Після завершення друку очистіть друкарську платформу, щоб забезпечити оптимальне прилипання нижнього шару моделі до платформи.
- Провисання ременя вказує на те, що ремінь ослаблений, і в цей час необхідно налаштувати натяг ременя.
Посібник із усунення несправностей для Anycubic Vyper
1. Вібрації та позаштатний шум двигуна для осі X/Y/Z
- Кінцівка на відповідній осі не може спрацьовувати. Перевірте наявність перешкоди руху відповідної осі, особливо при поверненні у вихідний стан.
- Кабель двигуна ненадійно з'єднаний, перевірте з'єднання кабелів.
- Привідний струм занадто великий / малий (зверніться до персоналу післяпродажного обслуговування).
- Електродвигун пошкоджено.
- Шків синхронного зубчастого ременя двигуна ослаблений.
- Ремінь ослаблений, перевірте натяг ременя в кожному положенні X/Y/Z, чи буксування ременя під час роботи двигуна.
2. Неможливість розпізнавання картки пам'яті
- Карта може бути пошкоджена, вставте картку пам'яті в інший пристрій, щоб перевірити, чи може зчитуватися нормально карта пам'яті, якщо вона не може зчитуватися, замініть картку.
- Файл несправний, див. збереження файлу GCode у розділі «Друк із комп'ютера».
- Екран несправний, перезапустіть принтер.
3. З сопла не може нормально виходити нитку, двигун для подачі нитки пробуксовує та видає нештатний шум
- Нитки заплуталися на котушці або тефлонова трубка деформована через видавлювання. Потягніть за нитку, щоб перевірити, чи опір нормально.
- Температура сопла занадто низька, збільшіть температуру сопла відповідним чином (для PLA температура зазвичай встановлюється на 190-210°C, для ABS - 230-240°C).
- Сопло засмічене. Спробуйте короткочасно нагріти друкувальну головку до температури вище 230°C і вручну проштовхнути нитку в екструдер, що допомагає видалити залишки нитки. Або очистіть сопло за допомогою голки діаметром 0,4 мм за умови попереднього нагрівання. Якщо сопло не може бути очищено вказаним вище способом, замініть сопло або використовуйте резервну друкувальну головку.
- Недостатньо охолодження друкувальної голівки. Перевірте, чи нормально працює вентилятор для